Welding a slip-on flange is common in industrial piping. It is different from welding a weld neck flange. This guide explains the standard procedure, key steps, and what to watch for. Doing it right prevents leaks and ensures a strong connection.
How a Slip-On Flange Connects
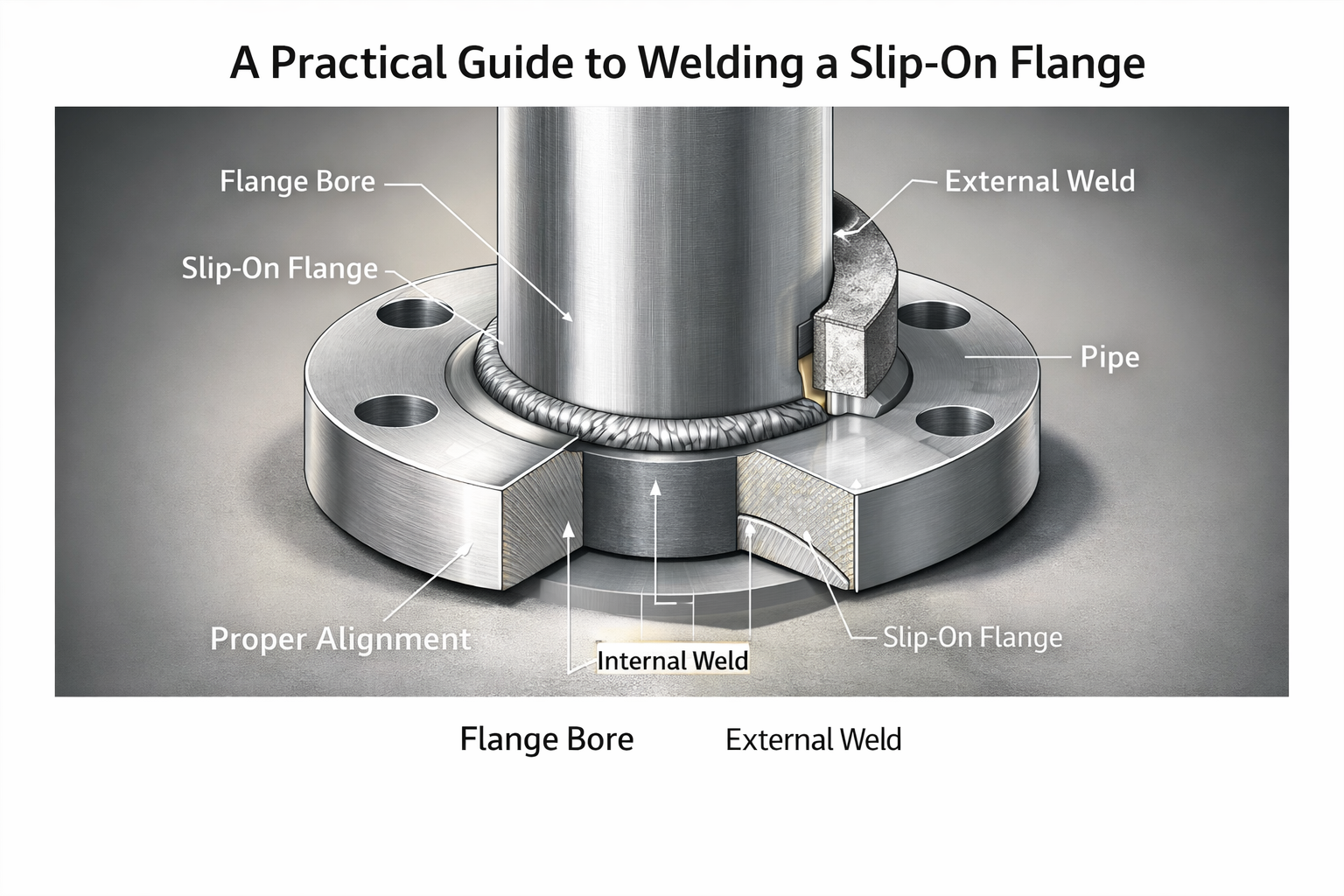
A slip-on flange slides over the end of a pipe. It is not butt-welded. Instead, it is held in place by two fillet welds. One weld is on the hub’s inside. The other is on the hub’s outside, where it meets the flange face. This double weld creates strength.
Step-by-Step Welding Procedure
Follow these steps for a proper installation. Good preparation is important.
| Step | Action | Key Point / Purpose |
| 1. Preparation | Check the pipe end is cut square and clean. Remove any rust, paint, or scale from the pipe and the flange bore. | Clean metal is necessary for a good weld. Dirty surfaces cause defects. |
| 2. Positioning | Slide the flange onto the pipe. Set the pipe back from the flange face by the pipe wall thickness plus 1/8 inch (≈3 mm). This creates space for the internal weld. | Proper set-back is critical. If the pipe is flush with the face, you cannot make the inside weld. |
| 3. Alignment | Temporarily bolt the flange to a mating flange or use a level. Check for face perpendicularity (no tilting). Tack weld in 2-3 places to hold alignment. | Misaligned flanges cause bolt-up problems and leaks. Always align before final welding. |
| 4. Internal Weld | Make the first fillet weld on the inside of the hub (between the pipe and the flange bore). Use a small electrode to avoid blocking the bore. | This seal weld contains the fluid. It must be continuous and without cracks. |
| 5. External Weld | Make the second fillet weld on the outside of the hub (at the junction of the pipe and the flange face). | This is the primary structural weld. It must have the correct leg size. |
| 6. Cooling & Cleaning | Let the weld cool naturally. Do not quench it with water. Remove slag and spatter from the weld area. | Rapid cooling can make the weld brittle and crack. |
Critical Welding Specifications
The weld size is not random. It follows standards to ensure strength.
- Weld Size (Leg Length): For ASME B31.1 (Power Piping) and B31.3 (Process Piping), the minimum fillet weld leg size must be 1.4 times the pipe’s nominal wall thickness, or the thickness of the hub (whichever is smaller). Never make the weld smaller than the hub’s thickness.
- Weld Quality: The weld should have a smooth contour, with no cracks, undercut, or excessive porosity. The weld must fuse completely to both the pipe and the flange.
- Common Mistake: The most frequent error is making the external weld too large. An oversized weld does not add strength. It can instead create excessive heat and distortion.
Frequently Asked Questions
Q: Can you weld a slip-on flange to an elbow or a valve?
A: Not directly. You need a straight section of pipe (a “spool piece”) welded to the equipment first. Then you slide and weld the flange onto that spool piece.
Q: Why two welds? Is one enough?
A: The two welds serve different purposes. The internal weld is mainly a seal. The external weld provides the mechanical strength. Using only one weld is not standard practice and is weaker.
Q: What welding process is best?
A: Shielded Metal Arc Welding (SMAW or “stick welding”) is very common. Gas Tungsten Arc Welding (GTAW/TIG) can be used for the root pass on the inside for a smoother bore. The process must be qualified for the materials used.
Q: How do you prevent the flange from warping during welding?
A: Use a bolt-up alignment method. Weld in a staggered sequence (not all in one spot). Control the heat input. Let the flange cool between passes. A warped flange face will not seal with a gasket.
Q: What materials need preheat or post-weld heat treatment?
A: Thick carbon steel sections or certain alloy steels require preheating to prevent cracking.
Post-weld heat treatment (stress relieving) may be required by code for specific material thicknesses and service conditions. Always check the applicable piping code.
Need slip-on flanges for your project or have questions about welding specifications? We supply quality flanges and our team can provide guidance on proper installation practices for your specific service. Get a quote or technical support here: http://texasflange.com/lp12/